Adrian Allen is Managing Director of Anderen Ltd , he is also Chairman of International Trade for NSCCI and a member of the Joint Chamber and Stoke-on-Trent Council Environmental Committee.
安得仁,英国安得仁有限公司常务董事,北斯塔福德郡国际贸易委员会主席,斯托克环保委员会委员。
Ceramic manufacturing is a high energy user and heavy polluter. This is unfortunately a fact of life. Since it is a multi- step process there are many areas where energy and resource are used and waste products are formed.
Whilst it is not possible to completely eliminate all the waste or reduce the energy used to become “carbon neutral” there are several simple low cost techniques that can be adopted to significantly improve various aspects of production.
Since these are generally low cost to incorporate into the manufacturing process it could almost be considered a crime against the human race for any factory owner not to use them.
The highest energy used in ceramics is usually associated with the kiln. Modern kilns have come a long way from the ancient dragon kilns but in many ways the principles of operation haven’t really changed. Modern kilns will be well insulated and will have greater control over burners but the problems of efficient firing are much the same.
For effective firing it is essential that the kiln manager has a good understanding of how to load a kiln car to get the best possible firing for all the products. Size of product and position on the car both play an important role in using a kiln to its maximum efficiency. However having an understanding of these principles is only one part of the puzzle. The other part is knowing what is really happening within the kiln through the firing cycle.
We hear many kiln operators talking about measuring the temperature of a kiln. This usually means measuring the maximum temperature achieved but in fact this information has only limited use. Basically it is important to understand the principle of HEAT WORK. This is based on a combination of temperature and time. And is a good indicator of the amount of energy that has been put into a piece during the firing process.
Basically we can use an analogy of cooking rice. If you measure the maximum temperature that the cooking process reaches will that show that the rice is properly cooked. The simple answer is no because the process is not as simple as just boiling the water where once a temperature of 100oC is reached we can say the water is boiling. With rice we have to reach a temperature, (a ramp) hold it at that temperature for a given period of time (a dwell) then reduce the heat ( another ramp) and then hold at a lower temperature for a longer period (another dwell) Does this process sound a little like the way we fire ceramics ? Simply measuring the highest temperature reached in this case is of only limited value and certainly no indication that the rice is properly cooked.

It should also be remembered that when we cook rice we have access to the pot which is actually relatively small and so the temperature profile is fairly uniform. This is not the case with a kiln. The temperature reached by any part of the kiln car is likely to be slightly different because hot air rises. The density of individual pieces will affect the firing and the way a car is loaded will also create a variety of differing conditions. This is the case if the kiln itself is working perfectly. But often things are not working quite so well. A thermo couple may develop a fault, a burner may be partially blocked or damaged, changing the energy levels in a small area of the kiln.
Another consideration is what happens if you try to make changes to firing cycles by changing temperature, time or loading, what effect will that have on the firing effectiveness.
What is obviously needed is a method to measure Heat Work. There are systems that use thermocouples and computer controlled data loggers that are able to produce a complete profile of what is happening at every point in the kiln through a firing process. These tend to carry a high cost. Fortunately there is another simple method that has been in use for over 300 years that is still probably the most effective way to study what is happening during each firing cycle.
The use of pyrometric devices was developed in the 18th century by one of the world most famous potters Josiah Wedgwood.

Pyrometric devices can be in the form of rings, (usually called Bullers Rings) or discs are made from combinations of ceramic materials which react to heat work by shrinking. By carefully measuring the shrinkage a good estimation can be made of the heat work that the device has experienced.
It is important to understand that Bullers rings or discs do not measure temperature despite what some manufacturers may suggest. They are usually supplied with a temperature comparison chart, but in fact in some part of the accompanying literature it will say that the temperatures are only approximate, and as we know a temperature measurement is not that useful – an approximate one is less useful.
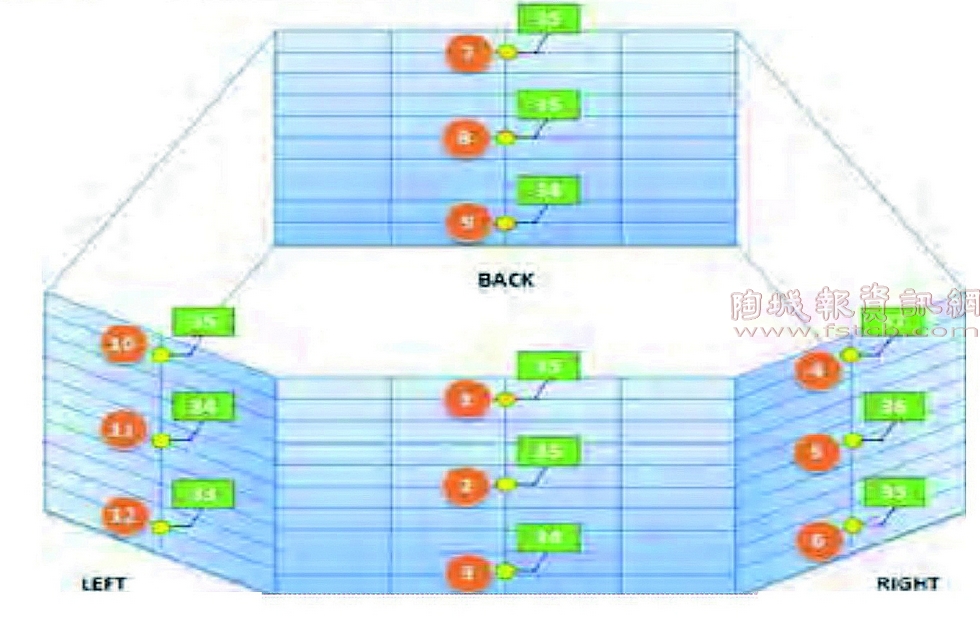
The best method for using rings or discs is to place a number of these in different parts of the kiln car. When the shrinkage is measured after firing, the kiln manager can then use the data to actually plot the differences that have occurred at different points during the firing process. This is called “mapping”
With this information a good kiln manager can identify small changes as the start to happen. This means that adjustments to the kiln can be made promptly before the kiln is working inefficiently and under or over-firing wear.
Having this level of control is a vital tool in energy conservation because it means that a kiln can be set up to fire efficiently every time it is used. Efficient firing means reduced energy, but also means reduced waste. An incorrectly fired piece is not only a loss as far as resalable value is concerned but also a waste of the energy used to fire it.
Pyrometic devices are simple low cost tools that can improve yields and save energy meaning that the return on investment is paid many times provided that they are used properly. To get the best out of Bullers rings it is much better to use several rings placed in different positions in the car rather than using only one ring. By using several rings the different conditions experienced by the ware will be clearly shown. Using only one ring will only offer limited localised information.
Another area often overlooked when considering how to improve energy use in the kiln is the amount of energy wasted heating up the kiln car. Obviously the car will absorb energy during the firing process but this is basically wasted since it is not actually being used to fire the ware. For this reason kiln cars are insulated.

Traditionally this was done using refractory materials such as bricks. These were heavy and although they were insulators absorbed a significant amount of energy making the method inefficient. Lighter weight refractory blocks were introduced which improved the situation but also absorbed significant amounts of energy. More recently ceramic fibre has become popular.
Ceramic fibre is a good insulator having a low density however it does present some problems. Firstly because it is a fibre it produces many small particles that drift around in the kiln atmosphere and usually stick to the ware as it is fired creating a fault.
Fibre also has a limited working life. Within typically three years its insulating ability has been significantly reduced meaning that it is no longer such an efficient insulator. Most manufacturers of fibre will recommend replacing it after a three year period.
Another important consideration is that handling fibre presents a health hazard which has been clearly identified in Western factories. The small fibre particles can create skin irritation but more importantly particles can be inhaled causing a potential for damage to the operatives lungs. Fibre does not break down easily on disposal to land fill and so this problem remains when you throw the old material away.
There is now a new material which has been developed using a foamed clay. This material has a very low density and is a much better insulator than traditional brick and even more efficient than fibre. It has the advantage of being completely safe to operators and has an extended working life.
Once it has been fired it becomes “sticky” particles stick to each other meaning that there are no particles produced to float in the atmosphere and spoil ware. In a number of high profile trials this system has been shown to reduce energy consumption by the kiln car of up to 25%. Whilst this is not a saving on the total energy used in firing it is none the less significant and will reduce energy use, and environmental pollution but better still will improve the bottom line margins, paying for itself in approximately 12 – 18 months. With an expected minimum life expectancy of over 5 years this could almost be what we call a “no-brainer”.
Another area that particularly tile companies can look at is the utilisation of ceramic scrap. Using a technique developed in the UK the largest British tile manufacturer collects scrap ceramics from the surrounding factories and reprocess it to produce a usable raw material. They typically reprocess 20,000 tonnes of scrap a year and this can contribute of between 25% and 36% of the materials used in tile manufacture.
This has the effect of saving 24,000 m3 of land fill. It is also estimated that it reduces the number of heavy vehicle journeys by 235,000 miles saving nearly 150,000 litres of diesel and reducing CO2 output by some 360 tonnes. In addition this gives a net saving to the company around 30,000GBP a year.
This is a good example how companies can save energy and the environment and at the same time benefit financially.
In tile making clusters of China this system would offer many real advantages. The fact that there are a lot of producers of waste in a relatively small area means that the waste does not need to travel far to a processing plant. There would be many customers for the reprocessed material produced and equally many suppliers of waste materials. This produces a win-win situation.
When it comes to energy conservation and reduction of CO2 emissions, the world has now got used to hearing apparently big solutions to what is after all a big problem. In many cases individuals take the opinion that what they can do is such a small contribution as to make no difference. However this is far from the case.
By making some simple and fairly low cost or even no cost investments, ceramics factories can really make a difference, and if nothing else such changes actually improve profitability and are also good for public relations !

陶瓷生产是一个能耗高污染重的工业,很不幸这是生活的现实。由于陶瓷生产是多环节生产,有很多环节都消耗能源和资源,同时也会生产出废弃品。
虽然没有可能完全地停止污染或减少能源的消耗来实现“无碳”生产,但是有几种简单的低成本技术可以运用到生产上来大大地改进各方面的能源浪费问题。
把这种技术跟生产过程集合只需较低的成本,所以我推荐每一个工厂都采用。
在陶瓷生产中能耗最多的原因通常与窑炉相关。现代窑炉是从古代的龙窑发展了很长一段时间才完善起来的,但运作原理并没有多大改变。现代窑炉绝缘效果佳,而且对烧嘴的控制也做得更好,但如何才能达到有效烧成, 两者所遇到的问题相差不大。
要实现有效烧成至关重要的一点是,窑炉操作员必须非常了解有效使用窑车的方法来让所有的产品都能得到最有效烧制。要使窑炉的烧成最有效率,产品的大小和在窑车里摆放的位置非常重要。然而,了解了这些规律也仅仅是解决了一个难题里的一个部分,其他方面需要通过了解整个烧制周期中窑炉中实际发生的变化才能解决。
我们听说过许多窑炉工程师谈论的都是测量窑炉温度的方法。这种方法通常指的是如何测量出窑炉能达到的最高温度,而实际上这个温度参数的参考性很局限。其实从根本上来说,了解窑炉内的热工规律才是重要的。热工规律把温度因素和时间因素很好的结合起来,从而能够让我们更好的了解一件产品在整个烧制周期中所吸收的热量。
简单而言,我们可以用煮饭的例子来类推解释上述的概念。是否测量煮饭时达到的最高温度就能代表米饭能被煮得恰到好处呢?答案是否定的。因为煮饭的过程不像煮水那样简单,达到100°C水沸就等于煮好了。煮饭时,通常要先达到一定的温度(升温阶段),在该温度下保温一段时间(保温阶段),再减少热量(降温阶段),然后在一个较低的温度下保温一段时间(另一个保温阶段)。煮饭的过程听起来是否有点像陶瓷的烧成过程呢?在上述煮饭的过程中,只简单地测量出煮饭达到的最高温度,其参考价值是局限的,也不能很好地反映出饭是否煮得恰到好处。
要记得煮饭的时候,我们都通过电饭煲这样一个相对较小的容器去进行,所以温度曲线也相对统一。但窑炉的情况不一样。窑炉里任何一个部位的所达到的温度都因热空气的上升而产生细小的差异。每一件产品放置的密度都会影响到烧成的效果,而且窑车装载的方法也会产生不同的烧成条件。如果窑炉本身就能有效地工作,我们可以不注意这些环节,但通常窑炉不会时时都有效地工作,如热电偶测量错误,烧嘴堵塞或损坏,窑炉里某个小区域里的能量等级改变等。
另外一个要考虑的因素是,当你尝试通过改变温度,时间或装载量来改变烧成周期时,会对烧成效果带来怎样的影响呢?
我们能明显地看出,我们需要一个方法来测量热工。有一些系统用热电偶和电控数据记录器对整个烧成周期中窑炉里每一个位置发生的变化做了一个完整的剖析。这些系统都是非常昂贵的。然而,幸运的是我们还有另一种简单的、有300多年历史之久,但可能仍然是最有效方法去研究每个烧成周期里窑炉里发生的变化。
热效应测量装置诞生于18世纪, 由世界最著名瓷器公司之一, 英国伟吉伍德陶器公司所发明。
热效应装置多数被做成环形,(通常被叫做波乐思环)或币形,是用能对热工作出收缩反应的陶瓷材料的混合物制成。只要仔细测量环或币的收缩,就能很好地反映出这个环或币所吸收的热工,并以参数值的形式体现出来。
有一点很重要,就是波乐思环或币不是像某些厂家说的那样用于测量温度。某些厂家通常会随环附上温度对照表,但事实上,里面其中一部分的说明文字,可以说也仅仅让我们了解到实际温度的相近值,但正如我们从上文所知道的,温度测量并不能有效反应窑炉里的情况,那么相近温度值的参考意义就更少了。
使用波乐思环或波乐思币最有效的方法是把许多同一批次的环或币放在窑车不同的位置,在烧制过后记录下收缩的读数。这样,窑炉工程师就能根据这些数据标绘出在烧制过程中窑炉的哪些位置发生了不一致的变化。这就是标绘的窑炉烧制示意图。根据这些信息,一个优秀的窑炉工程师就能识别出窑炉里发生问题的早期细小变化,从而着手去解决问题。这意味着工程师能在窑炉不能有效工作,煅烧不足或过烧的情况发生前就能迅速采取措施调节窑炉。
拥有了这样一个控制的方法,就等于拥有了一个节约能源的重要工具,因为这意味着窑炉可以每时每刻都被控制在最佳的工作状态。有效烧成意味着减少能量,同时也意味着减少浪费。一件错误烧制的产品从可销售价格考虑,它不仅是一种售价上的损失,同时也浪费了烧制它的能源。
热效应工具是简单又廉价的工具,既能提高产量又能节能减排,只要正确使用,所作的投资就能得到多倍的回报。要获得波乐思环最好的使用效果,正确的使用方法是在窑车的不同位置放置多片波乐思环,而不是在窑车里只放一个环。在不同位置使用波乐思环就能明显地指示出瓷器在不同位置所受到的煅烧效应,而只用一个环就只能提供局限的参考信息。
另一个经常被忽视的方面是在考虑如何改进窑炉里能源的使用时,没考虑到加热窑车所消耗的能源。众所周知,窑车会在煅烧过程中吸收热量,从根本上来说,这是一种能源浪费,因为这些能源没有真正地用于烧制产品。因此,窑车需要隔热。
窑车隔热的传统方法是使用如耐火砖一类的耐火材料。这一类的耐火材料非常重,而且虽然它们能隔热,但是也会吸收相当一部分的能源,使整个隔热方法变得低效。为了改进耐火砖笨重的不足,也有轻型的耐火砖面世,但同样地,它们也吸收相当一部分的能源。直到最近才流行使用陶瓷纤维。
陶瓷纤维是一种低密度的隔热好帮手,但它也存在着一些问题。第一,它是纤维状,很容易产生细小的颗粒,飘散在窑车的空气中,通常还会粘在瓷具上,导致出现劣质成品。
陶瓷纤维的使用寿命也是有限的,通常在三年以内,三年过后它的隔热能力就会大大地降低,这意味着它不再是一种高效的隔热材料。很多陶瓷纤维厂家都会建议三年后就应该更换新的耐火材料。
另一个需要考虑的重要方面是处理纤维时产生的健康问题。这些健康问题在西方的工厂里已经受到了关注。细小的纤维颗粒不但会引起皮肤过敏反应,更严重的是,如果操作人员吸入纤维颗粒,会对肺部有潜在的危害。陶瓷纤维不会在填埋土地里被轻易分解,所以当旧的耐火材料被丢弃时,这个问题将会一直持续存在。
现在有一种由泡沫粘土做成的新型耐火材料。这种材料比起传统的耐火砖密度更低,隔热性能更好,甚至比陶瓷纤维更有效。它的好处是不会对操作人员的健康造成威胁,而且有更长的使用寿命。
这种材料在烧制后会稍带粘性,不会产生细小颗粒飘散在窑炉的空气中并沾到瓷器上。在许多高级工厂示范点的使用案例,都显示出这种材料能节省窑车内高达25%的能耗。但25%不是在烧制过程中节省的总体能源的耗损,而是窑车中节省的能源比例,但这个数据还是反映出使用这种材料能减少对能源的消耗和环境的污染。节省了能源,就能提高企业利润底线,它的投资回报大概是12-18个月左右,而它的产品期望寿命最少不低于5年,我们通常说这是“很容易”的事情。
另一个特别针对瓷砖公司的方面是陶瓷碎片的循环再用。英国一家最大的瓷砖工厂发明了一种技术,可以回收周边陶瓷工厂的陶瓷碎片,经再加工做出可循环再用的原材料。他们每年可以循环再用20,000吨碎片,这个量可以节省瓷砖工厂中25%到36%的原料投入。
这种技术带来的效应是可以节省24,000m3陶瓷碎片的填埋面积。保守估算一下,这个效应节省了重型汽车走235,000里路损耗的150,000升柴油和排放的约360吨的二氧化碳。此外,这还为企业每年节省30,000英镑左右的净成本。
以上是一个企业可节省能源和保护环境并减少成本的好例子。
这个系统对中国瓷砖行业的将是一个天大的喜讯。事实上许多厂家都在一个相对集中的地区生产,这就意味着不用把陶瓷碎片运输到很远的处理场地。这样就会派生出许多使用循环再用陶瓷碎片原料的客户和陶瓷碎片的供应商,是一个双赢的局面。
当论及节能减排,世界上都响起了耳熟能详的针对大问题凸现后的宏伟的解决方案。在多数情况下,许多企业都会认为节能减排不是一个人就能改变整个局面,所以干脆不去实行。但事实上要实现全面的节能减排,必须从自身做起。
只要简单地投入相当低的成本或无需投入成本,陶瓷厂家就能够真正地改变自身的运营,做一点点的改变比什么都不做更能从实际上提高利润并提升企业的公关形象。
By Adrian Allen