今年是十二五规划开局之年,国务院在关于“十二五”节能减排综合性工作方案中明确提出节能减排目标:“到2015年,全国万元国内生产总值能耗下降到0.869吨标准煤(按2005年价格计算),比2010年的1.034吨标准煤下降16%,比2005年的1.276吨标准煤下降32%。”建陶是一个典型的高能耗、高污染和资源消耗型行业,各大建陶企业面对这一节能减排目标,压力可想而知。
陶瓷机械是陶瓷生产中必不可少的装备,其优劣事关陶企的安全、质量、节能、降耗、环保、效益、可持续发展、品牌形象等诸多方面。这份压力就在很大程度上担在了陶瓷机械装备制造企业的肩上,在这样的压力下,陶瓷机械装备也在不断的创新,但由于思路的局限,所谓的产品创新并没有取得本质上的改变,到目前为止,陶瓷机械装备始终是限制陶瓷企业走向转型升级所无法逾越的一道坎。
除了节能降耗的压力,由于出口市场的受阻、加上政府对房地产市场调控力度的加强,这些都为今年陶瓷行业的发展带来了诸多不确定因素,这也使得陶企对新技术和新工艺充满了期待,在创新方面,科达机电运用新粉体技术推出的几款新产品和摩德娜机械研发的一次烧挤出成型超大规格玻化薄板工艺或许会对陶瓷行业的节能降耗与转型升级提供一些有益的思考。
———陶瓷原料创新装备与一次烧挤出成型玻化薄板
近年来,随着原材料成本的提高,加上国家对建陶行业的诸多限制,迫使国内陶瓷企业转型升级。陶瓷企业的转型很大程度上压在了陶瓷设备制造企业的肩上。可以说,陶瓷设备企业在节能降耗与工艺革新方面的创新不只是为企业发展谋福利,更是为行业和社会做贡献。
设计和创新是装备制造业的灵魂,在陶瓷机械设备企业的创新路上,不少企业均研发了新技术与新工艺,已达到行业节能降耗的要求。科达机电运用新粉体技术推出了三款新装备、摩德娜研发的“一次烧挤出成型超大规格玻化薄板工艺技术和成套装备”项目,是行业实行节能减排的典型例子。
原料系统装备的能耗约占陶瓷生产线能耗的40%(视生产线种类而异)。科达机电粉体工程部在陶瓷原料装备方面进行创新,推出了三大系列的创新设备。
看点1
节能(智能)研磨系统系列
陶瓷企业原料车间的一大关键装备就是球磨机。目前,陶瓷企业使用的球磨机分为间歇式和连续式。这两类球磨机的差异虽然很大,但在球磨原理上并无实质性的改变,在陶瓷厂原料研磨过程中的节能效果也十分有限。特别是连续式球磨机,非但节能效果值得商榷,其昂贵的设备卖价绝对令大多数陶瓷企业望而却步。
科达研制的节能(智能)研磨系统采用全新研磨技术、独特的加工工艺,系统具有突出的技术优势和节能优势,在原料研磨装备领域中处于全球领先水平。本系统彻底颠覆了传统研磨方法,有效避免了传统工艺中不同特性原料相互干扰的因素,可节省20-40%左右的研磨时间,大大提高了原料的研磨效率。
本系统包含四个模块:粉体分散均化模块、研磨系统本体模块、粉体粒度纳米激光检测系统模块及智能节电控制系统模块。每个模块都具有独创的结构设计及最新技术工艺,每个模块之间紧密配合,组成了完整的节能(智能)研磨系统。
1)粉体分散均化模块:该模块用于对配方中某些原料进行搅拌、分散、混合、筛选等作业。模块中的主机粉体分散均化机搅拌轴最高转速达到600转/分钟,转速远远超出了当今陶瓷厂普遍使用的每分钟十几转的搅拌机,其各项性能在国内同类装备中属于领先水平。
2)研磨系统本体模块:该模块是研磨系统本,主要在传统球磨机的基础上进行了大幅度的设计变革。先进的传动系统、优化的筒体结构、特殊的排气装置、随机的补料机构,使得研磨系统本体模块比传统球磨机具备更多功能及整体的优越性。
3)粉体粒度纳米激光检测系统模块:该模块采用最新研制的泥浆粒度检测仪器,代替了传统的“筛余”检测球磨泥浆粒度方法。帮助用户又快又准地了解泥浆粒度分布,精确掌控球磨机对物料加工的程度,避免了传统方法中球磨机产生过磨、浪费大量电能的现象。
4)智能节电控制系统模块:该模块是为节能(智能)研磨系统专门开发的电气节能控制系统。模块通过配方管理器、模拟量跟踪器、转速监测器、能耗检测器的综合运用,优化了球磨机的运转曲线,把时间和球磨机的工作状态结合起来,并根据工艺曲线做出调整,大大提高了球磨机的研磨效率,有效地缩减了研磨系统的单位能耗。
看点2
纳米激光电子仪系列
在工业生产和科学研究中,许多材料诸如催化剂、水泥、陶瓷、涂料、药物、食品等,都被加工成粉体的形态,以保证材料的各种性能指标、满足使用及工艺要求。对于粉体物料,其粒度分布对最终产品的质量和性能有着至关重要的影响。因此,有效的控制和测量粉体的粒度分布,对提高产品的质量,降低能源消耗,减少环境污染,保护人类健康都有重要的意义。CT-1000纳米粉体激光仪是基于激光散射原理测量粒度的一种新型粒度仪。该产品具有以下特点:
1、测试速度快、操作方便;
2、准确性好、测试范围宽;
3、结构紧凑、外形美观、
4、维护方便、抗干扰能力强、电气稳定性好,故障率低。
5、测量结果直观,报告单以为Word、Excel、PDF等格式呈现。
对于陶瓷企业来讲,该款产品非常适合用来掌控球磨泥浆粒度,从而达到有效分配球磨机研磨时间,避免球磨机发生“过磨”的浪费现象,最终起到节约电能的目的。此外,泥浆粒度的精确掌控,有利于保持陶瓷制品质量的稳定。
看点3
新型节能喷雾干燥塔系列
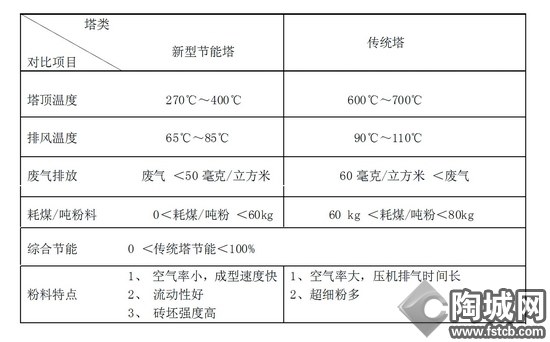
新型节能系列喷雾干燥塔打破了传统喷雾干燥塔烘干原理,采用分层面、多区域供热方式对雾化液滴进行烘干。在不同层面、区域温度可独立控制,泥浆液滴根据需要在塔内经历不同的温度,达到生产实心或相对实心的粉料颗粒。
与传统喷雾干燥塔相比,新型节能系列喷雾干燥塔进风温度低。传统喷雾干燥塔进风温度大多在600℃~700℃之间,而新型节能喷雾干燥塔进风温度在400℃以下甚至更低;排湿方面,传统喷雾干燥塔排湿温度在90℃~110℃之间,而新型节能喷雾干燥塔排湿温度在65℃~85℃之间。大幅降低的进、经实际测试,新型节能喷雾干燥塔在没有任何废热利用的情况下,比传统喷雾干燥塔节能15%左右。
由于进风温度低,新型节能喷雾干燥塔在废热利用方面也有很大的优势。众所周知,喷雾干燥塔热风炉内的气体温度大多在800℃~1000℃之间,而陶瓷厂窑炉排出的废热气体温度大多在100℃~200℃之间,二者混合之后,要得到传统喷雾干燥塔所需的600℃~700℃的进风温度,100℃~200℃的低温废热气体无疑不能参杂太多。换而言之,传统喷雾干燥塔利用窑炉排放废热的能力十分有限,节能效果也十分有限。而新型节能喷雾干燥塔就不同,其极低的进风温度为高温热风炉气体与低温废热混合提供了充分的条件,也就是说,可以大幅度利用窑炉排放的废热,最大限度地减少喷雾干燥塔能耗。该新型节能喷雾干燥塔在山东一家企业使用过程中是全部利用窑炉废热,其热风炉燃烧机完全处于关闭状态,节能效果达到了100%。
合理的供热风布局,避免了传统塔顶部温度高,泥浆液滴与热风接触瞬间吸收热量,水分急剧蒸发,泥浆液滴迅速膨胀爆炸,产生空心粉料颗粒的同时,也产生了大量细粉。在新型节能喷雾干燥塔中,泥浆液滴历经不同温度区域,逐步烘干,最终达到生产实心或相对实心粉料颗粒的同时,也避免了过多细粉的产生。这一特点,可以带来两个方面的好处,第一,由于细粉的减少,其排放的废气当中所含的粉尘势必大量减少;第二,实心或相对实心的粉料颗粒流动性好、容重大,对于坯体的压制成型、坯体强度、烧结效果等各方面都有促进意义。(如表一)
表一
看点4
一次烧挤出成型玻化薄板
科达机电的三款装备对陶瓷企业的节能降耗无疑具有巨大的推动作用。从陶瓷企业的长远发展来看,差异化路线也成为众多陶瓷企业必须要考虑的方向。
差异化路线需要差异化产品,薄板相对传统的瓷砖拥有巨大的优势,在国外已经得到了广泛应用,而在国内才刚刚起步,它的普及也会成为未来陶瓷行业发展的趋势之一。摩德娜顺应这一趋势,研发了“一次烧挤出成型超大规格玻化薄板工艺技术和成套装备”项目并实现了产业化,以下是对一次烧挤出成型大规格玻化薄板的特点和优势进行简单的分析。
1.突破产品规格、节省原料
挤出薄板的生产工艺流程包括原料筛选———原料粉碎精加工———配料加工、陈腐———挤出成型———压延成型———干燥—施釉装饰—烧成———后期加工———分选———包装———入库。
传统陶瓷砖/板干压的生产方式,不管厚砖还是薄板,由于受到压机吨位、模腔和压制工作台尺寸等限制,最大规格仅限于900*1800*5mm,难以再上一个台阶。而采用湿法挤出工艺,通过更换模具和多次压延,规格可以达到1200×2800*5mm,国外还有1500×3200*5mm的介绍,单块产品面积超过干压成型砖最大面积的2倍。由于采用连续挤出的方式,产品长度方向不受限制,只要通过改变输送线、干燥和窑炉装备设计结构,理论上可以做出用户想要的长度,与干压成型陶瓷砖相比,产品规格范围大大增加。
传统陶瓷砖/板采用干压方式成型时,由于受到布料均匀性、坯体强度、输送线等因素的影响,做到5mm厚度以下十分困难,而通过湿法挤出后进行压延,厚度可以做到3mm左右,原料节省的优势非常明显。
2.节能环保,提升产品品质
一次烧薄板的单位重量仅为6~10kg/M2与传统7mm以上厚度,单位重量超过14 kg/M2的内墙砖相比,可节约原料29~57%;与传统10~15mm厚度,单位重量为22~32 kg/M2的抛光地砖相比,可节约原料60~73%。作为高温烧成的陶瓷产品,单位面积重量的减轻意味着水、电和燃料消耗成倍下降。并且在烧制过程中,没有粉尘污染,可以实现“清洁生产”。
传统的瓷砖在压制过程中粉粒与粉料之间会有空隙,且干燥收缩较小,而湿法挤出成型,采用真空练泥,真空度达-0.9bar,挤出压力高达22-30bar,使得坯体更加致密,通常用吸油率表征坯体致密度(干压成品密度2.40左右,而挤出成品密度2.55左右),瓷质玻化砖坯体一般吸油率12%左右,而湿法挤出成型坯体吸油率8%左右,可见坯体表面更致密、更耐磨。
3.应用空间广、施工方便
干压成型砖/板水分在6%左右,通过高压强制成型,表面硬度高,只能通过施釉、印花、渗花等方式进行表面装饰。而湿法挤出薄板,由于水分达到16%左右,表面软,韧性好,除了可用干压砖的表面装饰方法外,还可进行多色泥入料挤出通体大理石纹理,木纹,滚花(挤出后滚成凹槽状);当改变模具形状后,还可挤出“瓦棱”形、“凹凸”状、中空等异形产品,装饰方法多种多样。
德国、意大利、西班牙、日本、以及中国台湾等早几年已开始研发薄板,并大量用于各种场所:机场、酒店、商场、展馆、橱柜、门板、壁画、背景墙等,薄板不仅在外墙,内墙或是在地面都有较大的应用空间。
在施工方法上,由于薄而轻,可以产用传统的水泥砂浆;也可以无需水泥砂浆,采用瓷砖胶粘结剂节约安装成本,也可以干挂。更可以在原有装饰瓷砖的基础上直接施工,不用拆除破坏原有瓷砖,减少建筑垃圾。
2009年3年9日,国标委发布公告(2009年第2号(总第142号)),批准了《陶瓷板》标准,并于2009年11月5日开始实施。这一标准的实施,对薄板行业起到规划指导性的作用,而挤出薄板的特性完成可达到《陶瓷板》标准。(如表二)
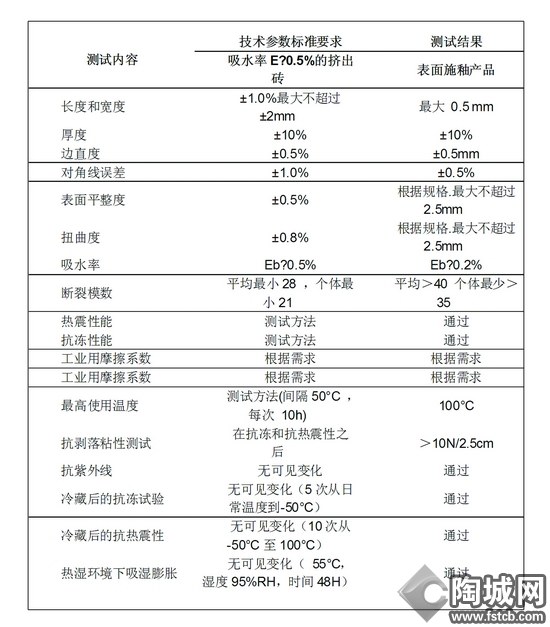
表二
结语
无论是科达机电运用新粉体技术推出的多款新装备,还是摩德娜研发的一次烧挤出成型超大规格玻化薄板工艺技术和成套装备,都从提升产品品质、增强设备性能、提高技术工艺等方面来达到节能降耗的最大化,而这也正是陶瓷企业一直努力的方向。
绿色环保、低碳减排一直是陶瓷行业倡导的发展方向,节能减排工作任重道远,低碳环保是必经之路。毫无疑问,新材料、新技术、新工艺将朝着这个方向发展。不久的将来,我们将会看到更薄更轻的材料,更高科技含量的技术、更先进成熟的工艺。
2012已走过了将近一半,但我们发现,陶瓷行业的阴霾始终并未散去,在采取各种营销手段或开拓多种销售渠道来改善困境的道路上,技术创新才是为陶瓷企业带来核心竞争力的根本途径。2012年广州陶瓷展即将到来之际,我们也期待更多新技术与新工艺的涌现,为推动陶瓷行业的转型升级注入更强大的动力。
吴俊良 黄开兴






