|

(上接960期B4版)
二、科学技术在中窑陶瓷窑炉的应用
(一)燃烧器的结构优化
结合实际情况,利用计算机辅助设计工具Solidworks软件设计出结构复杂的预混式燃烧器三维模型,利用FLU?鄄ENT软件对预混式燃烧器进行燃烧模拟,模拟不同一次风与二次风的比例时和不同空气系数时,设计方案的速度场、温度场、组分分布、NOx排放情况,通过分析对比得出最佳燃烧状态,优化预混式燃烧器的结构。图1为一次风与二次风比例不同时的火焰温度场分布图。由图1可以看出,随着一次风量的减少和二次风量的增加,火焰的长度逐渐增长。图2为一次风与二次风比例不同时的实际火焰。由图2可以看出,实际火焰的长度是随着一次风量的减少和二次风量的增加而逐渐增长的。这说明模拟的火焰温度场分布与实际的火焰是相符的。
使用实体火焰模型实验平台对燃烧器的使用效果进行测试和表征,用红外热成像测温仪检测火焰的动态温度场分布,用烟气分析仪检测烟气组分浓度场,用燃气流量计计量燃料的消耗量,结合模拟研究,进一步的设计优化燃烧器,降低燃料的消耗量,减少烟气中有害成分。
技术路线如下:
新型燃烧器的CAD设计———FLUENT模拟软件设计及有关参数选取———计算机模拟及结构优化———实体火焰模型、燃烧器检测平台的检测———实际窑炉上考核———定型加工生产。
(二)小流量多烧嘴燃烧系统研究
烧嘴的燃烧混合结构形式十分重要,混合均匀与否,对燃烧完全程度有很大影响,直接影响燃料的消耗和烟气的污染物成分。研究采用了仿“汉索夫型”高速等温烧嘴,具有喷出速度高,射程合理,混合扩散,燃烧完全的特点。每个烧嘴发热量为167200kJ/h,有自动点火、火焰监控、燃烧控制等自控功能。
由既要达到完全燃烧又要灵活控制的效果出发,中窑重点研究了烧嘴的排布。在吸取了第六代节能窑成功经验的基础上,进一步调整小流量多烧嘴燃烧系统,形成小流量、分散、密布的特点。在预热带后段由节距2160mm,27 支辊棒组成,配烧嘴12支;烧成带前段由节距2160mm,27支辊棒组成,配烧嘴8支;特别在烧成段的高温带采取缩小节距的措施,由节距1840mm,23支辊棒组成一节,配烧嘴8支。这样的温度场更加均匀,使燃烧系统可调性强,操作简便,燃烧更加完全。为了确保安全、可靠,气站设有压力表、蝶阀、过滤器、断电切断阀、放散阀、防爆装置等安全设备,停电时自动关闭电磁总阀。燃气管路主管与分管之间,组与组之间采用法兰连接,窑炉两侧供气支管末端采用法兰和盲板封头,有利于煤气管路系统的拆卸、维修和焦油处理。主管及每组控制区都有分离水管,可以分离水分。这种特殊工艺组合,满足了瓷质抛光砖、釉面砖等不同产品生产的要求,特别适用于低热值燃料的要求。
另外,烧成带窑墙以莫来石砖、纤维毡、板为主,窑拱顶用锲型砖砌筑再铺珍珠岩浆料。同时加强窑体的密封,在不同类型的膨胀节上用不同的陶瓷纤维,消除窑炉点火停火产生的应力和裂缝。通过全面的改进,使窑体散热进一步减少,表面温度降低至50℃以下。
(三)控制系统采用PID结合PLC
选择一套结构简单、自控灵活、执行精准,兼备监控和管理功能、运行可靠的自控模式,并设计成方便使用的方案。集合多年陶瓷产品生产和窑炉制造的实践经验,经过反复对比,选定了PID结合PLC的自控模式。通过实验,确定以单回路分散式控制为主要系统。这样的组合完全满足了变量多输入、输出信号的自控要求,所需的零部件完全可靠。由于窑炉很长,烧嘴很多,要控制的输入输出信号非常多,如果太多信号则要连锁控制,系统会变得非常复杂和庞大,在日常操作、运行管理,以及制造成本等方面都不合算。新的自控系统由以下部分组成:
(1)全窑温度系统由PID组成自动控制系统(以328m长的窑为例,设有56组调节回路,控制烧嘴456支)。各个独立调节系统包括一个温度控制表,一个电动执行器,多个燃料控制开关,一支热电偶及8-12支烧嘴。
(2)全窑压力系统由多点连锁控制,其中,急冷段的压力由独立的 PID 系统控制变频器和急冷风机;排烟、助燃、尾冷、余热等风机的控制由连锁变频器控制。
(3)传动电机(群)的控制系统,采用PLC控制。
(4)作为全窑的监控系统,采用上位管理微机,采用一块模拟板全面地反映和管理全窑的工况,如风机运行状态等。
这样的新组合系统具有多项优越性:抗干扰能力强,对干扰有较强的克服能力和校正作用;操控能力强,多个系统独立自动调节,信号响应速度快,温度达标迅速,到位飘移时间短,控制精确度高;管理能力强,实时监控,以表格、图象、数字的显示全面地反映全窑工况、记录、储存以及报警。为操作人员、工程技术人员评估窑况、分析事故、总结寻优以及对操作者违规的警示给予及时、有效的帮助。
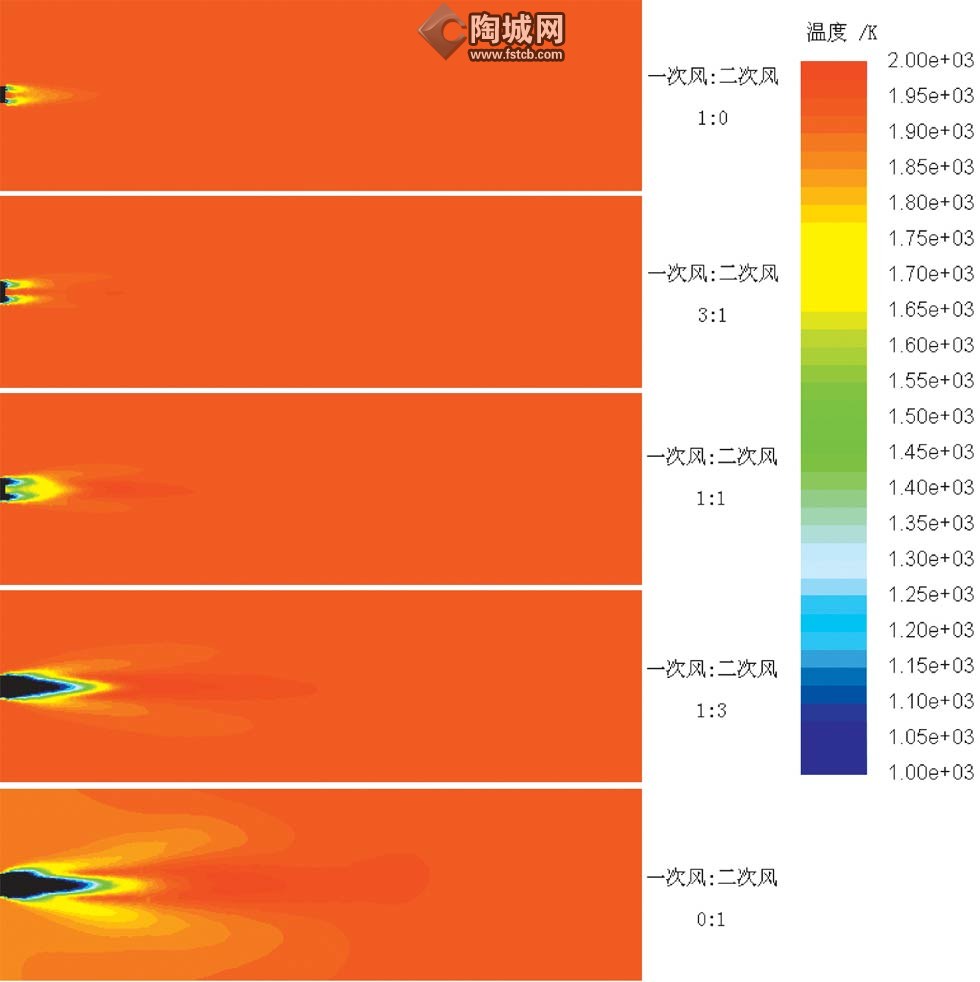
图1 一次风与二次风比例不同时的火焰温度场分布图
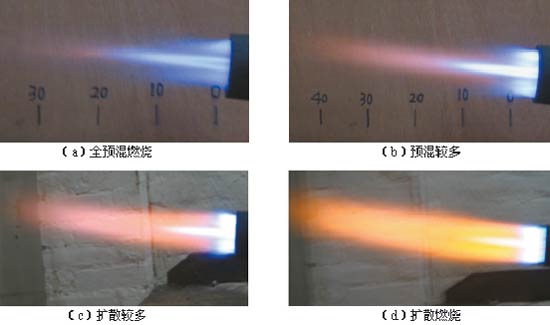
图2 一次风与二次风比例不同时的实际火焰





