卫生陶瓷是一种传统的建筑装饰材料,目前整个产业工艺装备水平仍处于半自动半手工阶段。在上世纪九十年代,曾出现过向自动化方向探索的浪潮,但是当时由于受制于劳动力成本低,自动化装备投资、模具制造成本高,以及原料均化技术落后等原因,没有得到广泛使用。近年以来,随着卫生陶瓷生产一线的劳动力成本大幅上涨、劳动力资源日趋紧张,卫生陶瓷厂装备自动化的进程势在必行。以下从卫生陶瓷发展现状、卫生陶瓷标准化情况、卫生陶瓷装备现状、卫生陶瓷装备发展趋势四个方面加以说明。
一、卫生陶瓷发展现状
1、根据有关的行业数据显示,2011年我国卫生陶瓷产业基本情况如下:
2011年我国卫生陶瓷总产量约为17296 万件,同比增长10.4%;出口量约为 6757 万件,同比增长10%出口金额约为8.46亿美元, 同比增长8.6%;销售收入约为431 亿元,同比增长36%;利润总额约为35.47亿元, 同比增长24.3%。
2、各产区生产卫生陶瓷总产量(如图一)
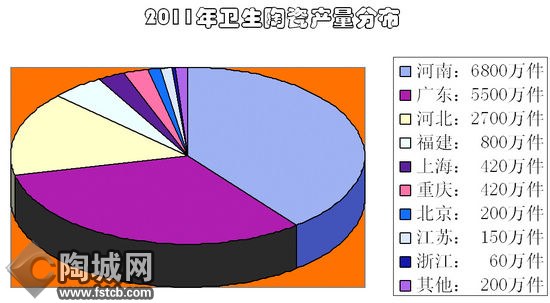
图一 各产区生产卫生陶瓷总产量
3、卫生陶瓷品牌情况
经过数十年的艰苦发展,目前卫生陶瓷行业的主流市场品牌出现四种格局:
(1)境内生产的境外品牌,如: 日本东陶,美国科勒,西班牙乐家,美国美标,台湾和成, 德国杜拉维特,日本伊奈,鹰卫浴(现属乐家集团),上海卡斯卡特(台资)。
(2)中国本土知名品牌,如:
惠达卫浴,重庆四维,佛山箭牌,法恩莎,广东东鹏,高明安华,广东恒洁,佛山美加华,开平澳斯曼 ,山东美林、漳州万佳,潮州梦佳,佛山益高,佛山尚高,潮州泰陶,潮州亚陶 ,潮州美拉奇,唐山梦牌等。
值得骄傲地是,目前我国本土品牌从节水功能上已经处于国际领先水平,造型设计、釉面质量也与境外品牌相差无几。
(3)由原先生产陶瓷砖、水嘴、休闲卫浴,甚至橱柜、家具、管道延伸至卫生陶瓷行业的品牌。如:九牧,萨米特,辉煌水暖, 中宇,申鹭达,派拉素, 华盛卫浴,日丰,王朝家私等。
(4)未做品牌,或专门对外承接委托加工(OEM,ODM)等。
4、卫生陶瓷产品质量现状
卫生陶瓷产品近五年来抽查结果(如图二)

图二 卫生陶瓷产品近五年来抽查结果
二、卫生陶瓷标准化情况
卫生陶瓷目前标准及配套标准有:
卫生陶瓷(GB6952-2005)、卫生间配套设备(GB/T 12956-2008)、建筑卫生陶瓷分类及术语(GB/T 9195-2011)、卫生洁具便器用重力式冲水装置及洁具机架(GB 26730-2011)、卫生洁具便器用压力冲水装置(GB/T 26750-2011)、卫生陶瓷包装、(JC/T694-2008)、坐便器塑料坐圈和盖(JC/T764-2008)、卫生洁具排水配件(JC/T932-2003)共八类。
目前,该系列标准基本处于国际先进水平,其中《卫生陶瓷(GB6952-2005)》是卫生陶瓷标准的“基本法”,目前已列入修订计划。
三、卫生陶瓷装备现状
我国目前卫生陶瓷各工序中所使用的主流工艺、装备基本状况如下:
1、原料制备
目前,我国卫生陶瓷行业的原料制备技术仍然比较原始,矿山开采缺乏合理规划,往往不同批次之间成分、水分、杂质等差异都较大,运输到工厂以后,多数泥料和砂石露天堆放,下雨日晒,均无防护,受天气影响很大,这样一来,泥浆性能就不稳定,导致后续工艺的注浆性能、干燥性能、烧成性能等均不稳定,成品批次之间,变形、尺寸偏差都较难控制。日本东陶的质量方针是“精品、均质”,在我国,精品是做得出来,然而,均质的要求远达不到。这也是我国卫生陶瓷质量落后于国际知名品牌的主要原因。
规模较大的卫生陶瓷厂目前都采用硬质料球磨,软质料在浆池中化浆过筛,后在混合浆池中混合搅拌陈腐工艺;有些工厂建立了压滤工序,将软质泥料处理成滤饼后加入混合浆池化浆备用;潮州有很多瓷泥厂,把软质料做成泥饼、泥球后出售,广东之外的卫生陶瓷生产厂家的一部分原料就是这种形式;也有部分瓷泥厂直接做成配方泥,到工厂后加水和电解质后调浆就可使用。后两种模式是对原料均化的初步尝试,值得进一步研究与规划开采相结合的大型原料均化基地的模式。
原料制备目前涉及到的装备包括:压滤机、浆池、搅拌机、球磨机、泥浆罐、输浆泵、振动筛、除铁系统等,均属于产业化比较成熟的设备。
2、成型
成型工序是目前最具创新活力的工序之一。目前常见的工艺及装备包括常压地摊式浇注、微压组合浇注、低压快排水、压力注浆,在东南亚也有使用类似陶瓷砖的干压成型技术生产无溢水通道的台下盆产品的成型技术。
常压地摊式适用于成型器形复杂的产品,其优点是:一次性投资少、灵活多变、模具更换方便,适用于小型工厂、小批量产品、定制产品、大型连体坐便器等产品;其缺点是,劳动强度大、对操作工人技术依赖度高、效率低、注浆周期长。
微压组合浇注也称立浇线、上线等,上世纪八十年代由咸阳陶瓷研究设计院消化吸收国外技术后向全行业推广。其优点是:批量大,劳动强度有所降低,产品一致性得到了提升,劳动生产率较高。其缺点是:模具更换很难、模具干燥周期长等。适用于批量较大、器形较为简单的坐便器、水箱、洗面器产品。
机械化注浆是在微压组合浇注基础上增加脱模系统、坯体转运系统后形成的工艺过程,能够较大降低组合浇注的劳动强度。
低压快排水可以说是一种过渡工艺,通过高位罐增加泥浆压力减少注浆时间,在模具中布设有排水通道,从而缩短注浆周期,与微压组合浇注相比,注浆周期(包括模具干燥)缩短一半,适用产品批量较大的生产。
压力注浆技术和装备是咸阳陶瓷研究设计院承担的国家“九五”攻关科技成果,上世纪末由于劳动力成本压力很小,未得到进一步推广。时至今日,劳动力成本迅速上升,压力注浆技术可望得到大范围推广和应用。压力注浆使得注浆周期(含模具干燥时间)由注浆时间约2小时、每天一般注浆一次,提高到20-40分钟一个周期,无需模具干燥时间,坯体含水率低,干燥变形和烧成变形减小,成品合格率明显提升,生产效率大大提高,劳动强度大幅度降低,占地面积小,是一种实现产业升级的关键技术。目前压力注浆仍有以下问题需要解决:泥浆适应性,模具材料配方、维护保养,配套装备。该工艺设备一次性投资大、模具昂贵,适用于批量很大的产品。之所以到现在还未在行业大面积推广,主要是因为目前我国卫生陶瓷企业产品以销定产,产品类型变换较快,模具使用次数很难达到经济次数,而造成产品成本上升、设备调整过快的问题。
3、模具制造
该工序包括:原胎制作、翻制母模、制作工作模。目前自动化程度非常低,装备水平的提升空间很大。
科勒、东陶、美标等少数企业使用计算机辅助设计及数控机床为核心的原胎制作工艺,由于卫生陶瓷原胎需要更多的加工自由度,数控机床需要庞大的软件系统支持,更需要熟悉软件使用、产品造型设计、产品结构设计人员以及熟悉尺寸收放和支撑结构的熟练工组成的技术团队协同作业,这些对管理技术及人员素质要求很高,使用成本也很高,所以目前在本土卫生陶瓷生产企业中很少使用。本土企业大多仍使用师徒工作室的原胎开发模式。随着劳动力资源的进一步紧缺,这种高度依赖技工经验的模式受到很大的挑战,需要尽快开发出适用于现状的原胎制作工艺。
翻制母模及制作工作模的工艺仍以手工及半机械化为主,装备水平提升空间很大。
4、修坯
目前,该工序仍以人工修坯为主,尤其是以地摊式成型及组合浇注脱坯后的产品,修坯工作量非常大。该工序是粉尘污染严重的工序之一,尤其是干法修坯,长期在该工序作业,会导致严重的职业病———“尘肺”。目前要针对该工序做好工作研究,开发出经济实用、安全环保的自动化或半自动化装备以解决工人的劳动保护问题。
5、干燥
目前,卫生陶瓷工厂的干燥工艺包括湿坯干燥、模具干燥、釉坯三个方面。工厂通常采用的干燥方式包括:自然干燥、车间高温高湿环境受控干燥、干燥室干燥、隧道式干燥器、少空气干燥、注浆线局部隔离干燥。
粘土的性能、干燥环境的温度湿度、坯体表面空气的流速是决定干燥速率、坯体厚度方向含水率梯度和干燥开裂与否的主要控制条件。广东潮州地区的优质粘土、常年的高温高湿的条件使得自然干燥成为可能,但是环境条件波动仍然会引起质量不稳定。全国多数区域仍然采用在成型车间加湿加温、增加风扇来实现受控干燥,这种干燥方法存在带来车间不同区域以及不同时段注浆成品率波动大、干燥周期长、作业环境恶劣等问题。
上世纪末,在吸收国外干燥装备的基础上,开发出少空气干燥器,实现了环境条件的精确控制,成品率得到了稳定和提高,干燥周期也大大缩短。
在组合浇注生产线上模具无法自由移动,石膏模具干燥时间长也成为阻碍生产效率的主要因素,基于该项需求,有少数公司在模具干燥阶段对组合浇注线采取了隔离措施,只对隔离区域的模具通过加大空气流速升高温度的方式进行干燥,这样使得模具干燥时间大大缩短,作业环境也得到了明显改善。干燥室和隧道式干燥器通常在施釉后入窑前的干燥工序使用。
干燥工序的工艺和装备改进仍需关注于解决干燥周期过长、作业环境恶劣、复杂器型干燥成品率、窑炉预热利用的问题。
6、施釉
与修坯工序一样,施釉工序是粉尘污染严重、易造成“尘肺”的工序之一,目前仍以手工喷釉为主。手工喷釉所使用的装备主要是喷釉柜和喷枪。用自动化喷釉机械手来替代人工施釉也是行业内装备的焦点问题之一。
上世纪九十年代,喷釉机械手已经进口使用,国内也已经研制开发出实用性较好的喷釉机械手,但目前仍未大规模推广,主要问题是釉浆质量、设备维护保养、软件系统开发不能完全满足需要。随劳动力成本的进一步上升,喷釉机械手的进一步优化、推广、使用势在必行。另外,在施釉工序,作业环境的粉尘污染的处置要引起高度重视,这无论对劳动保护还是对釉面质量的提高都非常重要。
7、烧成
目前大型和中型的卫生陶瓷生产企业多使用宽断面隧道窑生产,配梭式窑进行修补回烧;潮州小型工厂多使用梭式窑;有少数工厂使用辊道窑烧成。
我国的各种窑炉生产技术已很成熟,但是其使用寿命、温场均匀度、气氛控制、能耗水平与国外还有一定差距。另外,窑炉中富氧、全氧燃烧技术尚未采用,尾气硫化物氮化物没有处理,适用于釉面缺陷修补的局部高温处理尚在探索中,这都将是后一步要解决的问题。
8、辅助设备
辅助设备包括上述工序中未涉及的生产线连接装置(吊载车、装窑车、运坯车、吊篮、托辊、窑车、装窑装置、坯体转运叉车)、生产过程检测和监测装置(含在线检测系统)、环境温湿度调节系统、检测设备、包装设备、生产线专用工具等。该类设备,目前在每家工厂使用情况差别比较大,各个年代的装置共存,企业根据自身发展现状进行选择。虽然不属于核心生产设备,然而这些设备却在维护生产线正常运转、提高工作效率和产品质量、减低劳动强度中起着不可忽视的作用,这些设备也是近些年工厂进行技术改造所关注的焦点,有很大的发展空间。
四、卫生陶瓷装备发展趋势
1、卫生陶瓷产品发展趋势
轻量化:适用于卫生陶瓷生产的优质原料将成为未来制约产业发展的最大瓶颈,如何使用尽量少的原料、以及部分使用替代材料生产出符合使用要求的产品越来越被业内人士所关注,咸阳陶瓷研究设计院在向工信部提交的产业政策草案中也把鼓励生产轻型卫生陶瓷作为一项重要内容。
智能化:随着生活品质的提升,具备自动控制、除臭、加热、烘干功能的卫生陶瓷将成为大众消费的关注点,由医疗器械与卫生陶瓷集成创新的具有体检、洁身、治疗功能的卫生陶瓷也已经出现。
配套化:目前,传统的坐便器、洗面器、龙头、浴室镜的配套观念已经逐步向整体卫生间概念、整体空间配套设计延伸,配套会成为城市居民消费的主流。
个性化:随着80后、90后的年轻一代成为消费的主体,崇尚个性的消费理念逐渐本得到认可,根据客户需求“量身定制”产品将成为未来的一种服务。
2、卫生陶瓷产业发展要解决的问题
目前,我国卫生陶瓷行业发展需要解决和考虑的问题包括:出口面临技术性贸易壁垒和反倾销案日增,国民经济发展对于低碳经济、节能减排的要求日益提高,国内房地产市场持续低迷,卫生陶瓷生产企业面临成本上升和售价下降的双重压力,劳动力资源日益紧张,优质粘土日渐匮乏,高档酒店对于本土品牌的限制仍然存在,建设部已经开始大力推广“同层排水”的建筑设计要求等。
3、卫生陶瓷装备发展趋势
(1)研制和开发适用于卫生陶瓷原料的原料均化系统所需要的装备,包括矿山有序开采、杂质处理、料场规划、原料制备所相关的关键设备;
(2)进一步改进压力注浆机组,并探讨研发其他高效成型设备;
(3)进一步改进并推广适用于模具及坯体干燥的与劳动环境隔离的干燥装置;
(4)研制改进并推广适用于卫生陶瓷原胎的模具造型加工中心及堆砂成型系统,着重研发基于工作经验的尺寸调整的数据库,并根据数据库研发对经验技能依赖度低的软件系统;
(5)开发应用富氧燃烧或全氧燃烧的高效燃烧系统和新式窑炉;
(6)研发设计修坯、坯检的自动化系统和生产全过程的除尘装置;
(7)设计并优化生产线连接系统、成品在线检验系统和包装设备;
(8)研制和开发更加实用的施釉机器人、运坯机器人;
(9)研制和开发适用于卫生陶瓷工厂的脱硫脱硝系统。
卫生陶瓷装备的开发升级,不能只停留在设备本身。例如:高压注浆成型机组、机械手施釉在东陶早已得到应用,而且取得了极大的成功,为什么在国内行业推不开?前些年说因为国内有充裕的廉价劳动力,那么近两年在劳动力成为制约企业发展的环境下,为什么还得不到广发应用?个人觉得还是品牌问题。像东陶这样的企业,以品牌引领市场,器型非常稳定,高端装备及其附属设备的成本被最大化的摊薄,是经济合理的。反观国内大多数企业,以销定产,器型变化过快,相关的模具、软件需经常调整,成本得不到合理摊薄。所以说,卫生陶瓷装备的开发升级,要作为一项系统工程来看,这是个人的一点浅见。
咸阳陶瓷研究设计院 李转






